1前言
在厚板轧制中,在展宽轧制工序后,通过使坯料旋转90o的精轧工序,进行控制宽度和长度的轧制。展宽轧制中使头尾形状接近矩形从宽度合格率角度而言十分重要。作为轧制的平面形状控制技术,正在进行各种技术的开发。但是,关于钢板凸度变化大时的平面形状变化的定量报道很少。本文通过实验室试验和FEM分析,调查了轧辊凸度不同对头尾形状的影响。
2使用铝材的模型试验及FEM分析模型
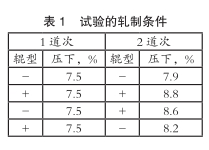
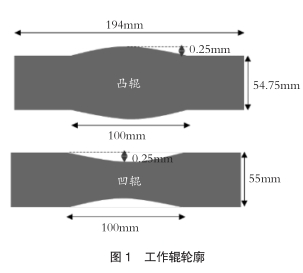
为了调查轧辊凸度的不同对头尾形状影响,在实验室四辊轧机上,使用图1所示的2种辊 (辊径?55∶凸辊、凹辊),进行了铝材轧制(冷轧、无润滑)。试验使用了辊径比为1/18、板厚10mm和20mm、板宽60mm、板长100mm的铝材(A5052),每道次压下率约为8%。
为了详细调查轧辊凸度不同头尾形状的变化,进行了FEM分析。分析使用了Abaqus/Expl icit软 件。 表1和表2分别是实验室试验和FEM分析的轧制模式。板厚计算公式为:板厚=(板宽中心 板宽端部)/2。在FEM分析中,为了明确变形机理,追加了使用平辊的轧制。轧辊和钢板之间的摩擦系数为0.3。
3试验结果及考察
作为表示头尾形状的指标,定义长度差=宽度中心部长度-(驱动侧长度 工作侧长度)/2,鱼尾形状为“-”,舌形状为“ ”。图2是尾端的板凸度比与长度差的关系。在实验室试验结果和FEM分析中,每道次的长度差都可以由板凸度比变化来说明,发现了最终的头尾端形状取决于板凸度在各道次通过时的变化情况。当板凸度向正方向变化时,轧制后的形状向鱼尾形状方向变化;当板凸度向负方向变化时,轧制后的形状则向舌形状方向变化。在头尾附近,由于坯料在轧制方向不受限制,因此可以认为,根据轧辊凸度的压下量的宽度方向分布,头尾端坯料的三维变形的一部分向轧制方向流动。
4结语
对变更轧辊凸度的平面形状控制,进行了实验室试验和FEM分析,得出以下结论:1)通过改变轧辊凸度,可将轧制后的头尾形状从鱼尾形状变为舌形状;2)轧制后的宽度中心部和端部长度变化,可以用板凸度比来说明,最终形状是第1道次后的形状和第2道次形状的相加决定;3)通过控制板凸度比,有可能控制轧制后的头尾形状。(全荣)