
1前言
在热轧后的水冷工序,要求板宽方向均匀冷却。本研究通过实验室规模试验,研究了幕墙式水流冷却板宽度方向的温度均匀性。
2试验方法
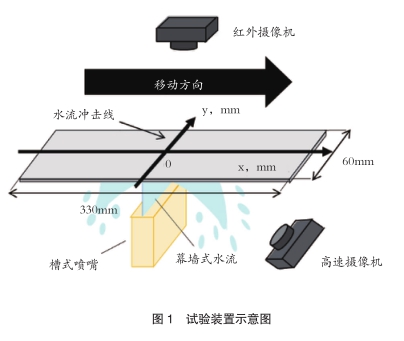
图1是试验装置的示意图,制冷剂是17℃的水,采用截面形状为1.1 mm×66mm的槽式喷嘴形成了幕墙式水流。冷却试验板为板长330mm、板宽60mm、板厚0.3 mm的不锈钢钢板(SUS430)。将水流冲击到移动加热钢板上,用热像仪测量了冷却面和相反一侧的钢板温度分布,并利用高速摄像机观察了水流动。钢板温度为Ti=200-590℃,钢板移动速度为Vs=1.5m/s、3.0m/s和4.4m/s,水流量为5.45L/min。
3试验结果
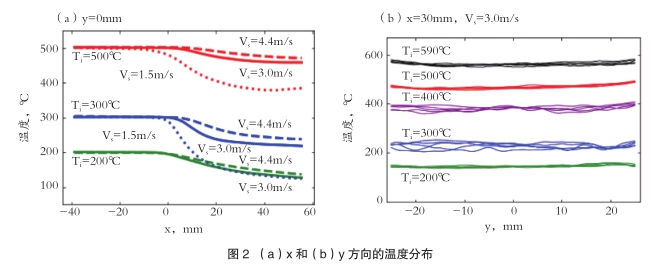
图2是试验结果示例。图中使用的坐标由图1定义。图2(a)是板宽中央(y=0mm)的钢板移动方向的温度分布,钢板温度由于水流冲击而下降,且钢板移动速度越快温度降低量越小,这是因为随着钢板移动速度的增加,通过水冷却区域的时间变短。
图2(b)是钢板移动速度为3.0m/s时,距水流冲击线(x=0mm)30mm下游的板宽方向的温度分布,图中示出的是对各条件进行5次试验的结果。Ti=200℃时,板宽方向上呈现良好的冷却均匀性,而在Ti=300℃和400℃时,观察到了在板宽方向不可忽视的温度变动。在Ti=500℃及590℃时,在板宽方向上呈现出了较好的冷却均匀性。
观察钢板移动速度为3.0 m/s、钢板温度Ti=300℃及500℃时的水流动图像发现,Ti=300℃时,在水流冲击线附近观察到强烈的核沸腾;在Ti=500℃时观察到了膜沸腾。在Ti=400℃时出现了迁移沸腾。在强核沸腾和迁移沸腾时,发生局部的固液接触,在此引起较大的温度下降。但是,蒸汽气泡产生部(固液非接触部位)的温度下降量很小。其结果认为在板宽方向上发生了温度变化。另一方面,在固液接触与非接触部位混合少的温度条件下,可以实现宽度方向的均匀冷却。(全荣)

- 相关新闻