1 概述
板形控制技术是板带生产中的关键共性技术,备受生产企业和科研工作者所关注。由于板带生产工序众多,板形质量又受各工序装备、工艺、控制、管理等多重因素影响,且影响因素通常具有非线性、强耦合、遗传性强等特点,所以板形控制一直是板带轧制领域的难点,尤其是在宽带钢热轧领域,由于高温、相变等因素作用,板形控制的难度更大。
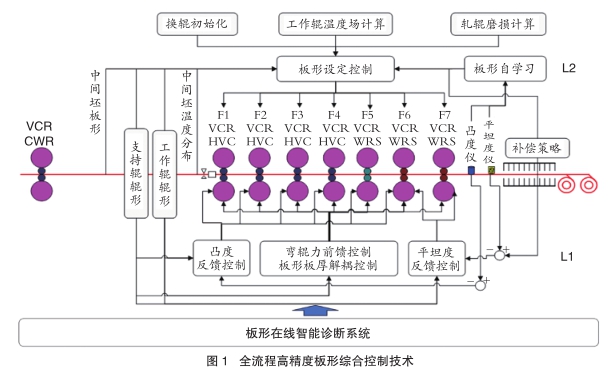
近二十多年来,北京科技大学何安瑞教授团队在板形质量控制方面(尤其是宽带钢热连轧领域)做了大量基础性研究和工程化应用工作,形成了一整套包括机型、辊形、工艺、控制、管理在内的全流程高精度板形综合控制技术(见图1),并率先提出兼顾全幅宽、多目标、上下游工序协同、智能化的板形控制理念,实现了钢铁及有色金属多个场景的大规模、连续稳定的工业应用,取得了显著的效果。该套技术不仅可兼顾硅钢、高强钢、高碳钢及薄规格等难轧品种钢、高附加值钢、高品质钢的多目标板形高精度控制的需要,而且在延长换辊周期、降低辊耗、减少过渡材(非计划材)等方面均有显著效果。
2 多功能辊形技术
辊形技术是最直接、最灵活、最有效的板形控制手段之一,是解决复杂板形难题的利器。项目团队兼顾板形控制、轧制稳定性、轧辊消耗、换辊周期、自由规程轧制等多目标需求,在辊形曲线的设计、不同轧辊辊形的配置、多机架轧机的辊形分配策略等方面不断创新,自主研发了多功能辊形技术。其中,变接触支持辊辊形(VCR/VCR )可提高轧机横向刚度,增强弯辊力调控功效,使辊间接触压力分布和轧辊磨损均匀化,延长换辊周期;高性能变凸度工作辊辊形(HVC)可解决常规CVC技术轧制窄规格板带时板形调控能力不足等问题;混合变凸度工作辊辊形(MVC/MVC )可解决高强钢或不锈钢轧制时出现的四分之一浪缺陷;双锥度工作辊辊形(SVT/SVT )可解决热轧轧制中后期带钢断面轮廓易出现局部高点、边降偏大、窄边浪等问题,延长轧制公里数;非对称辊形(ATR/ EVC)用于硅钢边部板形控制,提升同板差控制水平。同时,针对不同的设备配置、产品特点、生产组织等,从全工序、全局角度提出了兼顾多目标的多机架辊形综合优化配置方案,显著提高了机组的板形控制能力,并为实现极致高效稳定生产创造条件。
3 高精度板形模型
项目团队开发了具有自主知识产权的全套板形控制系统PFEC(Profile, Flatness, Edgecontour Control),包含在过程自动化L2实现的板形设定计算模型和板形自学习模型,在基础自动化L1实现的板形保持模型、凸度反馈模型、平坦度反馈模型、板形板厚解耦模型和轧后冷却平坦度补偿模型、动态分段冷却控制模型等,可实现高精度的板形自动控制。为了提高模型对于高强钢、硅钢等高品质钢的极限规格生产以及品种规格快速过渡等复杂工况条件的适应能力,除了开发功能齐全的板形控制模型外,还结合建模技术和计算机技术的发展,持续对模型进行改进和独特创新,提高了模型的控制精度,
3.1 全幅宽板形在线计算模型
随着极限宽薄规格轧制、自由规程轧制等场景的增多,局部高点、四分之一浪和中边复合浪等高次板形缺陷层出不穷,而目前的热轧板形在线控制系统多采用基于单个标志点凸度的经典计算框架,无法处理全幅宽高次板形缺陷。针对上述问题,研究团队开发了辊系-轧件一体化快速计算模型,用于在线计算热轧过程中全幅宽断面形状和残余应力分布,并将弯窜辊设定提炼为一个有约束非线性多变量函数的最小化问题,将断面形状偏差和各机架残余应力分布偏差的加权作为目标函数,结合优化算法来找到最优的弯窜辊设定。新算法可有针对性地优化高次板形缺陷,并显著提升在轧辊热胀和磨损严重不均匀、品种规格频繁变化情况下的板形计算精度。
3.2 多尺度板形仿真模型
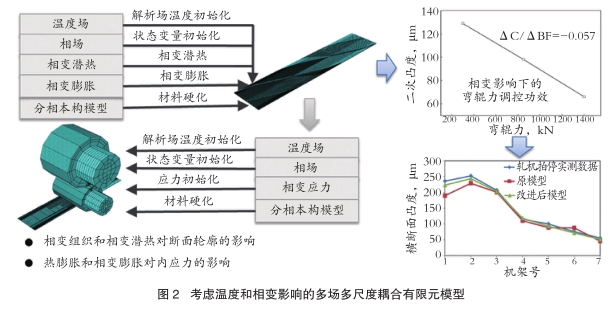
研究团队开发了温度-组织演变-应力应变多物理场耦合的宏微观多尺度板形仿真模型,保证板形机理分析的准确性。针对部分高强钢、硅钢等特殊品种钢生产时存在宽度方向两相区轧制导致板形计算不准确的问题,计算两相区轧制对板形调控功效系数的影响,进一步提高板形控制精度,缩短板形超差的带钢长度(如图2所示)。
针对轧后板形与冷却后板形不一致而导致诸多板形质量异议等问题,提出了轧后冷却板形补偿策略,通过多尺度板形模型计算层流冷却过程板形演变、卷取过程板形演变、卷后空冷过程板形演变等,分析轧后冷却全过程的板形演变规律和影响因素,提出残余应力减量化的控制策略,解决大梁板、高强钢等品种钢开卷双边浪、分切侧弯等行业难点。
4 板形在线智能诊断系统
针对板形问题复杂、人工分析困难的现状,基于多年的板形研究积累,研究团队开发了板形在线智能诊断系统。通过建立在线过程质量和工艺平台,实时对板形质量进行预警及质量判定,并对判定结果进行自动封锁和后处理。同时,通过大数据驱动技术,开发了带钢全长板形智能分析、单位周期板形演变分析、同品规横向对比分析、质量综合评分、离线板形仿真分析等多项功能,可实现对辊系-轧件复杂变形过程的数字孪生以及板形质量问题的在线诊断,便于指导工艺和模型快速改进。
5 应用成果
高精度板形综合控制技术已实现了钢铁及有色金属多个场景、50多条产线的大规模、连续稳定的工业应用,包括世界上最宽的2680mm热连轧不锈钢产线、炉卷产线、无头轧制产线、超薄带铸轧产线等,技术输出到韩国、印尼等“一带一路”沿线国家,均取得良好应用效果。在与国外模型供应商的同台竞争中,多次凭借技术优势成功胜出,并在线改造西门子、西马克、ABB/IPSS等外方系统,取得质量更优的控制效果,为企业带来显著的经济效益。
同时,针对涉及多个工序的复杂板形质量缺陷,开发了多项针对性专用板形综合控制技术,包括硅钢同板差控制技术、高强钢高次板形缺陷控制技术、轧后板带内应力减量化技术、高品质用钢起筋控制技术等,大幅度延长了轧辊换辊周期,实现了热轧硅钢凸度C40、C25控制的兼顾,大幅减小了冷轧硅钢成品同板差,显著降低了高强钢宽薄规格的高次浪形比例,极大地拓展了产线稳定生产薄规格的能力,减少了过渡材,有效保障了重点订单执行率。(北京科技大学钢铁共性技术协同创新中心主任 何安瑞)