以辊轧为特征的连续变形轧钢技术是现代大型化、高速化、连续化、自动化轧钢工业的关键技术。轧辊是制约一个国家轧钢技术发展水平的先决条件,是轧钢生产的一项重要的大宗消耗工具。轧辊材质是决定轧辊质量的重要因素。
1 D2类冷作模具钢轧辊在钢管和冷弯型钢生产中的应用
D2、X155Cr VMo12-1、SKD11冷作模具钢是国际广泛应用的优质冷作模具钢,属莱氏体钢,具有高淬透性、淬硬性和耐磨性,用于制造各种高精度、长寿命冷作模具、刃具和量具。D2、X155CrVMo12-1、SKD11轧辊在钢管和冷弯型钢行业应用中一直被认为代表国际先进水平。
D2、X155CrVMo12-1、SKD11冷作模具钢合金含量高,成分复杂,在凝固过程中C及碳化物形成元素Cr、Mo、V在钢的晶界处偏析,形成大量粗大的呈连续网状分布的共晶碳化物。其热加工性能较差,且这种网状共晶碳化物非常稳定,必须通过高温下反复锻造将网状共晶碳化物打碎,使碳化物呈粒状、弥散分布。但由于受到锻造比的限制,对于大尺寸铸坯,其芯部的共晶碳化物很难打碎,所以在锻造后的模具钢组织中存在带状碳化物偏析,使模具钢的性能出现各向异性,见表1。D2、X155CrVMo12-1、SKD11轧辊,尤其是大型轧辊生产难度大、成本高、周期长。冷作模具钢轧辊在无缝钢管热处理线上的热矫直中也表现出了一定的不适应性。
2 高铬轧辊的研发创新
山东省四方技术开发集团有限公司(简称:山东四方)创新研发的ZCr15、ZCr20系列高铬轧辊具有自主知识产权,形成了从材料、生产工艺、生产装备和人才的全方位创新,保障了产品质量,经过20多年国内外众多用户使用,证明ZCr15、ZCr20系列高铬钢管轧辊完全达到了进口D2、X155CrVMo12-1、SKD11锻钢轧辊的水平,成功替代进口,得到国内外业界的高度认可。ZCr15、ZCr20系列高铬轧辊入编国家标准GB/T 31936-2015《焊接钢管轧辊》、行业标准YB/T 4556-2016《冷弯型钢轧辊》,引领了行业发展。
2.1 国内外轧辊性能对比
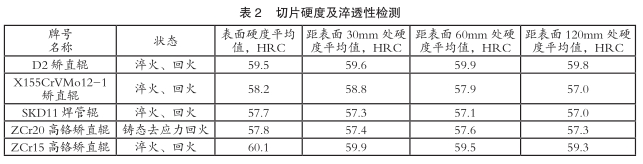
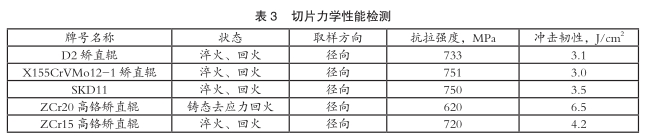
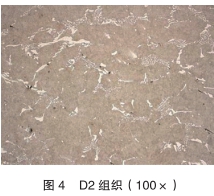
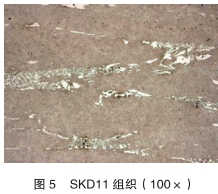
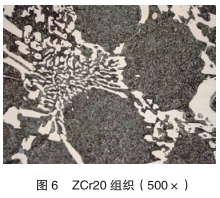
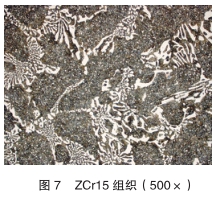
分别从ZCr15、ZCr20高铬矫直辊,D2、X155CrVMo12-1矫直辊,SKD11焊管辊实物上径向切片取样进行分析,结果(见表2、表3)如下:都具有良好的淬硬性和淬透性,力学性能基本相同,D2、X155CrVMo12-1、SKD11、ZCr15的金相组织主要为马氏体 碳化物,ZCr20为奥氏体 碳化物,它们的耐磨相——碳化物均为高硬度的M7C3型,D2、X155Cr VMo12-1、SKD11辊碳化物含量约15%-18%,ZCr15、ZCr20高铬辊碳化物含量约20%-25%。
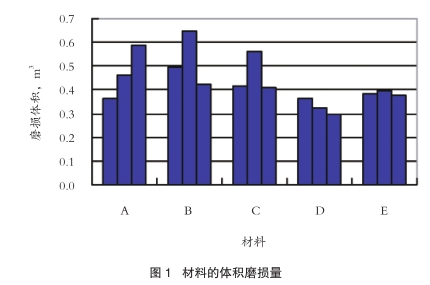
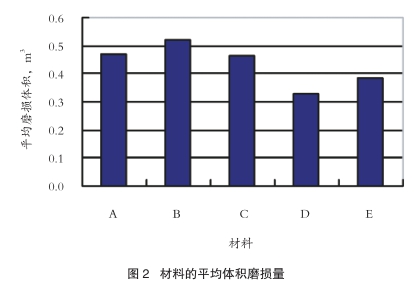
在实验室耐磨试验机上对切片进行了耐磨性试验,试验所用材料及状态如表4所示。
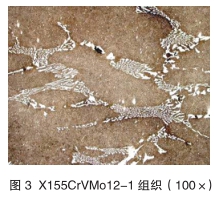
各试验材料的单次体积磨损量和平均体积磨损量分别见图1和图2。 切片金相组织图见 图3-图7。图3为X155CrVMo12-1组织、图4为D2组织、图5为SKD11组织、图6为ZCr20组织、图7为ZCr15组织。
2.2 典型应用案例对比
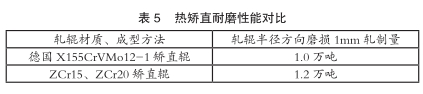
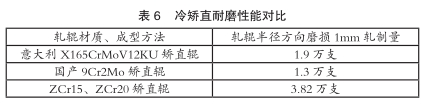
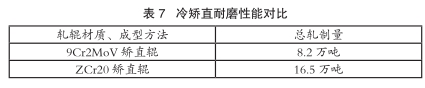
对几种典型现场同台设备和轧制相同材料的轧辊使用寿命进行了对比。在国内引进的国际先进水平热处理线矫直机上的耐磨性能对比见表5;在国内引进的国际先进水平Ø250MPM机组矫直机上的耐磨性能对比见表6;在国内引进的Ø114精密轧管机组矫直机上的耐磨性能对比见表7。
高铬矫直辊已成为国内热轧无缝钢管矫直辊采购招标首选。意大利达涅利公司订购了ZCr15、ZCr20矫直辊替代D2类轧辊。
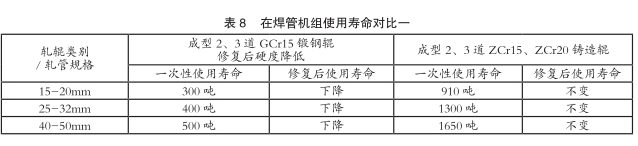
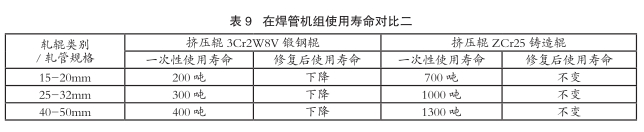
在焊管机组的使用寿命对比见表8、表9。
德国西马克集团为某国设计制造的Ø427大型ERW焊管机组所用的11套/985件焊管轧辊全部使用ZCr15、ZCr20高铬轧辊替代X155CrVMo12-1轧辊。韩国MILLTECH(米尔太克)公司为多个国家设计制造的Ø219.1、Ø323.9、Ø530、Ø610大型ERW焊管机组全部使用ZCr15、ZCr20高铬轧辊替代D2类轧辊。
3 应用拓展简述
3.1 热轧无缝钢管张力减径/定径轧辊
近年来研发的高铬半钢张力减径/定径轧辊在国内外多家大型无缝钢管生产线上应用,使用寿命比Ni3Mo1球铁轧辊提高一倍以上,且具有良好的机械加工性能,充分满足现场需求,其使用情况对比见表10。
3.2 H型钢矫直辊
ZCr20H型钢矫直辊在国内某大型H型钢生产企业使用,5个月矫直H型钢10.7万吨,矫直辊工作面磨损不足1mm,效果良好。ZCr20H型钢矫直辊现已批量出口。
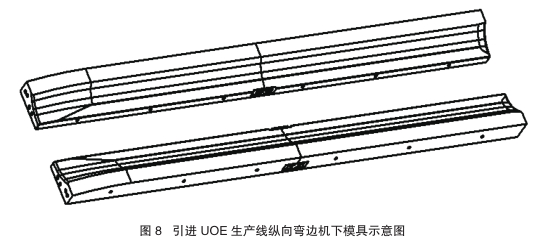
3.3 UOE弯边机下模
国内引进的国际先进水平UOE焊管生产线弯边机压力达到40MN,板厚40mm,弯边机下模示意图见图8:总长5.7m、高宽均约0.5m,重量为3233kg/件。引进时为德国锻造X155CrVMo12-1钢,外企制造成功率为75%,生产周期为6-12个月,价格昂贵。国内曾投资近百万、耗时三年仿造锻造模具钢弯边机下模,未能成功。山东四方ZCr20 UOE弯边机下模研制周期3个月,使用效果完全达到德国锻造X155CrVMo12-1钢模具水平。
3.4 原料破碎机辊套
国内某大型铝业企业原料破碎机辊套原使用ZG20SiMn,表面为厚度5mm的耐磨涂层,使用寿命短,修复更换频繁,使用山东四方的ZCr20原料破碎机辊套寿命从8个月提高到36个月,生产效率提高了35%。
3.5 重型汽车轮毂旋压机模具
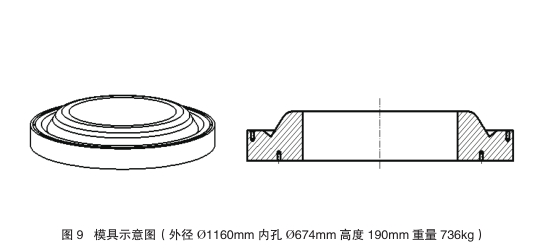
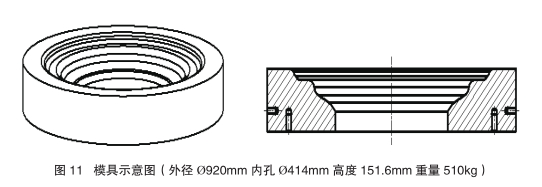
某重型汽车轮毂旋压模具示意图见图9-图11:
旋压成形工艺作为一种先进的制造技术,近年来得到快速发展,己广泛应用于汽车轮毂的生产制造中。汽车轮毂的强力旋压过程是一个复杂的成形过程,旋压模具是旋压装备中关键的零部件,在优化设计后,模具材料自身的性能将起到关键的作用。ZCr20旋压机模具的使用寿命比Cr12MoV旋压机模具提高一倍。
4 结论
1)ZCr15、ZCr20系列高铬钢管轧辊完全达到了进口D2、X155Cr VMo12-1、SKD11锻钢轧辊的水平,成功替代进口,在钢管和冷弯型钢行业应用广泛,入编国家标准和行业标准,引领了行业发展。
2)ZCr15、ZCr20系列高铬材料具有良好的耐磨性及力学性能,可适应多种服役条件,具有在冶金、机械、矿山、石油、模具等行业广阔的推广应用前景。(刘行一 王平)